
2019年,激光加工市场规模增速进一步放缓,部分应用市场的成熟与红海竞争,也让相关企业面临经营压力增大、业绩下滑的困境,2020年的新冠肺炎疫情更是给激光企业的发展蒙上阴影。而在这样的环境下,OFweek激光网发现与PCB加工相关的激光市场却仍保持增长,在部分上市公司披露的数据中,PCB业务的订单成了支撑业绩增长的主要动力。PCB市场的发展情况如何?又为何能为激光企业带来巨大的增长动能呢?
PCB、FPC产业快速发展 市场增量巨大
PCB是印刷电路板(Printed Circuit Board)的简称,是电子工业的重要部件之一,几乎用于所有的电子产品,主要作用是实现各个元件之间的电气互连。PCB由绝缘底板、连接导线和装配焊接电子元件的焊盘组成,具有导电线路和绝缘底板的双重作用。其制造品质可直接影响电子产品的可靠性,是当今电子信息产品制造的基础产业,也是目前全球电子元件细分产业中产值最大的产业。
PCB的应用市场十分广泛,包括消费电子、汽车电子、通信、医疗、军工、航天等。目前消费电子和汽车电子发展快速,成了PCB应用的主要领域。长期以来,全球PCB产值主要集中在北美、欧洲及日本等地区,2000年后PCB产业重心开始向亚洲地区转移,尤以中国市场为最。2009年,中国大陆PCB产业产值约占全球的1/3,到2017年已达50.5%,占据全球PCB产值的半壁江山。

数据来源:Prismark、OFweek产业研究院
2019年,受贸易摩擦、终端需求下降和汇率贬值等影响,全球PCB产值略有下降,但中国市场受益于5G、大数据、云计算、人工智能、物联网等行业快速发展,成为2019年唯一成长的地区。Prismark数据显示,2019年中国PCB市场规模约329亿美元,占全球的53.7%。
而在消费电子的PCB应用中,FPC的发展速度最快,占PCB市场的比重不断提升。FPC 是柔性印刷线路板(Flexible Printed Circuit)的简称,是以聚酰亚胺(Polyimide,PI,工业界又称之为PI 覆盖膜)或聚酯薄膜为基材制成的一种具有高度可靠性,绝佳的可挠性印刷电路板,具有配线密度高、重量轻、厚度薄、弯折性好的特点。在当下移动电子产品智能化,轻薄化的趋势下,FPC凭借密度高、重量轻、厚度薄、耐弯曲、结构灵活、耐高温等优势被广泛运用,并成为目前满足电子产品小型化和移动要求的惟一解决方法。
快速发展的PCB市场培育了巨大的衍生市场。随着激光技术的发展,激光加工逐渐取代传统的模切工艺,成了PCB产业链的重要一环。因此在激光市场整体增速放缓的背景下,与PCB相关的业务依然能够保持较高增长。
激光在PCB、FPC加工的优势
激光在PCB上的应用主要包括切割、钻孔、打标等,尤以切割为主。与传统的模切工艺相比,激光切割属于无接触加工,无需价格昂贵的模具,生产成本大大降低;此外,传统工艺难以解决边缘有毛刺、粉尘、应力、无法加工曲线等一系列的问题,而激光在聚焦后光斑仅有十几微米,能够满足高精度切割和钻孔的加工需求,解决了传统工艺中遗留的一系列问题。这一优势正迎合电路设计精密化的发展趋势,是PCB、FPC、PI 膜切割的理想工具。
实际上,PCB激光切割技术在PCB行业中的应用起步较早,但早期采用CO2激光切割,热影响较大,效率较低,一直未能获得较好的发展,只在一些特殊领域(如科研、军工等)有所运用。随着激光技术发展,能在PCB行业应用的光源越来越多,也为实现激光切割PCB的工业化应用找到了突破口。
当前用在FPC、PI 膜切割的激光器主要为纳秒级固体紫外激光器,其波长一般为355nm。相对于1064nm 红外和532nm 绿光,355nm 紫外有更高的单光子能量,材料吸收率更高,产生的热影响更小,实现更高的加工精度。
从原理来看,脉冲激光切割材料可分为两种情况:一种是光化学原理,利用激光单光子能量达到或超过材料化学键键能,打断材料某些化学键来实现切割;另一种是光物理原理,当激光单光子能量低于材料化学键键能时,依靠聚焦光斑处非常高的能量密度,超过材料的气化阈值,从而瞬间气化材料,实现材料的切割。但实际在用紫外激光切割FPC或PI膜时,光化学和光物理切割原理同时存在。
下面以PI 膜为例讲解两种加工原理。常态下的C-C 键和C-N 键的键能分别为3.45eV 和3.17eV,而355nm 紫外激光的单光子能量为3.49eV,高于常态下C-C 键和C-N 键的键能,可直接破坏材料的化学键。(参考文献:张菲, 段军, 曾晓雁, 等. 355nm 紫外激光加工柔性线路板盲孔的研究[J]. 中国激光, 2009, 36(12):3143-3148.)
在光物理效应中,会有热量的产生和积累,材料温度不断上升。当 PI 材料温度高于600℃时,相对于C元素,N和O两种元素的比例会不断减小,最终材料中主要以C 元素为主,即材料发生碳化。材料吸收激光能量转化为热能的扩散距离公式 L=[4Dt]^1/2,其中D为材料热扩散率,t为激光脉宽。(参考文献:张鹏, 迟伟东, 沈曾民. 高温炭化对聚酰亚胺(PI) 薄膜结构与性能的影响[J].炭素技术, 2008, 27(6):10-12.)
由此可知,当材料一定时,激光脉宽越大,激光产生的热能在材料上的扩散距离越大,对材料的热损伤越大。因此脉宽越窄,加工效果越好。
20W/25W纳秒紫外激光器:更高功率,更优效果
前文提到,我国PCB产业受益于5G、大数据等新兴产业而快速发展,新产业、新技术的出现也对FPC、PI膜切割行业提出更高的要求。为了实现更少碳化和更快效率,激光器企业也在不断进行技术革新,不断探索更高频率、更窄脉宽、更高功率。
据了解,英诺激光于2019年在旧款AWAVE系列15W@50KHz纳秒紫外激光器的基础上,推出了新一代高频短脉宽纳秒紫外激光器FORMULA系列15W@50KHz,并于今年初将最高功率提升至25W,最高单脉冲能量超过500uJ。


图片来源:英诺激光
英诺激光的技术人员向OFweek激光网介绍说:“在推出FORMULA系列15W@50KHz之后,加工效果和效率比传统的AWAVE 15W @50KHZ有了很大改善,但对于很多应用,效率还是不够。现在新款激光器将功率提升至20W/25W,最高单脉冲能量也超过500uJ,这大大提高了很多材料的切割效率,使很多种材料的量产变的可能。”
新款高频短脉宽纳秒紫外激光器能给PCB加工带来怎样的改变呢?以下展示部分加工案例(以下图片由英诺激光提供):
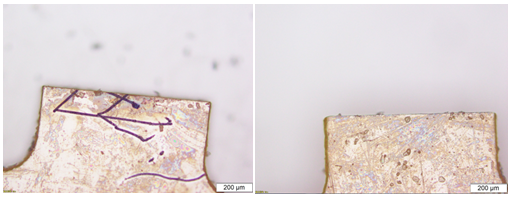
金手指切割

AWAVE 15W @50KHZ切割效果,有效速度:50mm/s(左)
FORMULA 15W @150KHZ切割效果,有效速度100mm/s(右)
在厚度为150um金手指切割对比中可见,与传统AWAVE系列激光器相比,FORMULA系列激光器的切割效果明显改善,切割效率也实现了100%的提升。
铜箔钻孔

正面(左) 反面(右)
在厚度为100um的铜箔上钻孔,20W FORMULA系列激光器的效率比15W提升了60%,达到250 mm/s。
PCB切割

正面未擦拭(左) 反面未擦拭(右)
厚度为400um的PCB切割,20W FORMULA系列激光器的效率比15W提升了50%,达到60mm/s。
FPC补强板切割
正面(左) 反面(右)
PI厚度为100um的FPC补强板切割,20W FORMULA系列激光器的效率比15W提升了60%,达到250 mm/s。

正面(左) 反面(右)
厚度为130um的FPC补强板切割,20W FORMULA系列激光器的效率比15W提升了40%,达到140 mm/s。

免责声明:本网站内容主要来自原创、合作伙伴供稿和第三方自媒体作者投稿,凡在本网站出现的信息,均仅供参考。本网站将尽力确保所提供信息的准确性及可靠性,但不保证有关资料的准确性及可靠性,读者在使用前请进一步核实,并对任何自主决定的行为负责。本网站对有关资料所引致的错误、不确或遗漏,概不负任何法律责任。任何单位或个人认为本网站中的网页或链接内容可能涉嫌侵犯其知识产权或存在不实内容时,应及时向本网站提出书面权利通知或不实情况说明,并提供身份证明、权属证明及详细侵权或不实情况证明。本网站在收到上述法律文件后,将会依法尽快联系相关文章源头核实,沟通删除相关内容或断开相关链接。